Origins
These fulling mills were used to process the cloth, made from wool, produced on the monastic estates but income was also derived from tolls levied on non-monastic cloth. In setting up a fulling mill, the lord of a manor too found a profitable form of income to be had from requiring the tenants of his estate to use it to full their cloth. In a grant of 1 acre of land, Isabella de Fortibus authorised Richard Esute to build a fulling mill, requiring that "my villeins of Bowcombe Billingham Northwode and Penn shall have their cloth fulled at the said mill." [c.1290. CAR D/7] Possibly there is a link between the establishment of fulling-mills on the Island and the supposed renown of Isle of Wight kerseys, a coarse cloth made on a 'narrow' loom. There are references to Island kerseys being shipped off the Island in some quantity and this trade was still happening in the 16th century, allbeit a very local export to Southampton.
Fulling Mills of the Island A "weaver's house" was set up at the south end of what today is the village of Arreton. Cloth produced here created a big enough demand for the monks to build their own fulling mill to the east of Horringford bridge. Indeed the production of cloth on the Island in general stimulated the need for fulling mills and by 1500, there were a significant amount in operation. Two main areas can be identified: Newport area and Calbourne/Shalfleet area. The mills were sited on narrow streams, before they widened out into creeks or estuaries. All the mills were located close to the Downs and areas of population. Newport not only provided access to a ready supply of cloth, from the weavers working in the area, but also to a market for the cloth. During medieval times, Calbourne and Shalfleet were both comparatively larger centres than many other places on the Island and were conveniently sited to exploit the wool from the flocks of sheep, based on the pastures of the Downs.
The Fulling or Tucking Process Immediately after a piece of woollen cloth has been woven, the fibres of its fabric are loose, airy and unmeshed, similar in texture and appearance to a piece of cheese-cloth or sack-cloth. Langland highlighted the uncomfortable and impractical nature of unfulled cloth as well as noting the processes closely associated with fulling - raising and shearing. "Clooth that cometh fro the wevyng is noght comly to wereAlso the cloth still retains, clinging to its fibres, a significant amount of oil or grease, introduced to facilitate weaving. This must be removed if the cloth is to be dyed, since oils and grease will inhibit the binding action of the dyes. Fulling, also known as felting, was one in a sequence of processes involved in the production of woollen cloth and fulfilled two functions that were necessary for the proper finishing of the cloth: scouring and consolidation of the fibres of the fabric. Consolidation involved pounding the cloth in order to mat the fibres together as a result of the action of felting and shrinking. Woven cloth straight from the loom has a rather open, loose texture and the woven threads needed closing or tightening. Consequently, fulling intended to consolidate and thicken the structure of the fabric by knitting the fibres together more thoroughly and by shrinking them. Wool has the ability to expand during the process to fill in the minute gaps in the weave. Wool fibres are made up of a series of scales and these scales mesh together, thus strengthening the fabric and giving it a smoother finish. It also means the fabric will be less likely to fray when cut. However, the shrinkage involved in the fulling process meant that the cloth lost ten to twenty percent of its original size; in 1505-6, York Weavers agreed that, once fulled, a cloth of 32 yards would shrink to about 25 yards. However the capacity of wool to 'full' meant that it was a good fibre for cloth-making. And thus the fulling process transformed the cloth from a loose 'net' of threads into a compact, tight, textural whole. Scouring involved the cleansing of the cloth through the use of water and a cleaning agent, that helped rid the cloth of any natural oils and greases. A number of different agents were used, such as fuller's earth, stale urine or soapwort. Fuller's earth is a non-plastic, fine clay, containing over half silica and it was from its use in the fulling process that it got its name. Its ability to absorb dark organic matter from oils and geases meant that it was particularly valued for its de-greasing and decolourizing properties. Soapwort, also known as Fuller's herb, Scourwort or Soaproot, is a plant that contains chemicals called saponins, a soap-like substance. This natural detergent has the ability to create a foamy lather, which absorbs dirt particles, in a similar manner to soap. "... bruised and agitated with water, it raises a lather like soap, which easily washes greasy spots out of clothes." [Culpeper] A liquor was formed with water and the cleaning agent and the cloth was then pounded in this by fulling stocks or beaters. The amount of fulling required for a particular cloth was part of the skill of the fuller. It depended on the type of wool, the type of water, the cloth texture, the temperature of the water and the time allowed under the fulling stocks.
The vigorous pounding of the cloth meant that the fuller had to be vigilant enough to make sure the whole cloth received an equal, consistent beating, and skilled enough to know when the cloth had been fulled sufficiently. Any lack of attention could lead to holes in the fabric, ruining a whole bolt of cloth. In The English Housewife, Gervase Markham warns the housewife to check that "the walker or fuller mill it carefully, and look well to his scouring-earth, for fear of beating holes in the cloth;..."
The pounding of the cloth by the stocks creating a great deal of noise and, along with the sound of the force of the water, a fulling-mill could be heard from some distance. Like with later mechanised weaving mills, the momentum of the machinery could also be dangerous, for if any clothing was caught in the stocks, then a serious injury was likely to result.
The Tentering Process
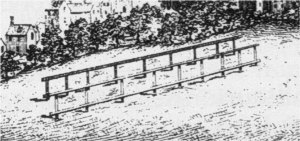
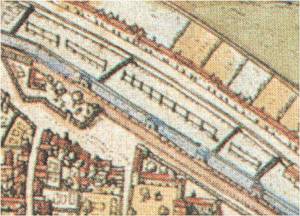
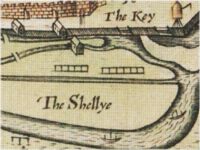
The tentering frame was a wooden framework, not unlike a fence, made from a number of upright posts or rails set at intervals in a line, to which was fixed, one above the other, two long horizontal bars that stretched from one end of the row to the other. The top bar was fixed permanently, while the lower one, set parallel to the upper one, was adjustable to suit the required width of the fulled cloth. Fixed all along the bars every three or four inches were tenter-hooks, L-shaped iron hooks, pointed at both ends. The tenter-hooks on the top bar were set so they pointed upwards while those on the lower bar pointed downwards. The edge of the fulled cloth was fixed on these tenter-hooks and the lower bar was then adjusted to stretch the cloth to the statutory width. The frames could therefore be adjusted to cope with the differing widths of broadcloths and narrow cloths, such as Kerseys. The tenter-frame was also known as a 'rack'. Consequently the field that contained these frames was often called "Rack Close" and was usually situated adjacent to the fulling mill itself. These closes were where the tenter-frames were set up. The field name can therefore be used to identify the site of a former fulling mill or one that has changed its use over time. On the Island, there is a "Rack Close" adjoining both Clatterford and Westmill fulling mills, while "Rekkecroft" was part of the fulling-mill at Shishford. Next to Fulling Mill Farm, near Calbourne, there were two small closes called "Rackhill" and "Great Rackhill" in 1630 [JER/SW 87/50]. And in the will of the fuller, James Sly of Newport, John Sly was left "Cossham mill ... and my parte of the rackes neare unto the mill". Similarly, William Clarke of Newport, clothworker, left "unto my said Sonnes Robert and Barnabas my fulling mill wth the racke and appurtenances therto belonging" On 17th and 18th century maps, especially Speed's town maps, these frames can be clearly seen, looking like rows of small, isolated fences, usually on the outskirts of the town. In Exeter, there is a "Rack Lane", while in other towns, areas called "Tenter Grounds" served the same purpose. Racks are mentioned in Island leases of fulling mills and in Newport, at the west end of Lugley Street, there were "the rakes" or "the racks" on a spare piece of ground.
Once the cloth had been fulled, it then underwent an operation called 'raising'. It meant raising a nap on the fabric by brushing it with the dried heads of the teasel plant (Dipsacus fullonum) - a thistle-like plant that produces a seed-head, shaped like a cone, made up of spines with hooked points. These teasels were mounted on a handle and then used to raise the nap of the cloth. It was then ready for 'shearing' or 'cropping', whereby the surface fibres or hairs of the fabric were trimmed with very large hand shears. This improved its appearance and feel by making the cloth smoother. Often these two processes were repeated a number of times to produce a very smooth finish. Judging by the inventories of fullers and clothworkers on the Island, it would seem that this shearing process was performed by the fuller himself, since the inventories usually mention shears and shear boards (a specially shaped, curved board, on which to shear the cloth). In the shop of William Clark of Newport, there were "9 payer of fullers sheeres, two sheere boords handles weaigts and other thinges, teasells & draught flocks", while John Adames of the parish of Arreton, fuller, kept in his mill " v paire of sheres, one presse, on[e] shere bourde, viii courses of handelts, on[e] Iron barre, iii planchers, iii Iron pines for the presse, on[e] hatchet and coverlett, on[e] Todd of draughte floxe, v burlinge Irones, A donge pike, a prange, a hovell, a skoope", all valued at 40 shillings.
February 2002. | |||||||||